GN is a well-known brand from China, its full company name is HeiBei GN Solids Control Co.,Ltd which locadted in No.3 Industry Road, Dachang Chaobai River Development Area,Langfang, China; We are known around the world for unique innovation without compromise, sophistication while maintaining user simplicity, and superb service to our extremely wide customer base.specializing in supplying solids control& waste management equipment to the global market.
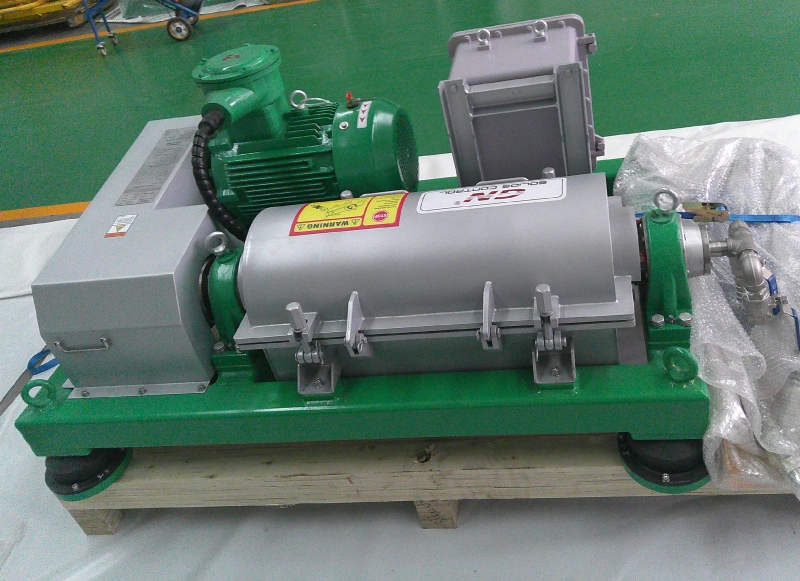
A VFD (Variable Frequency Drive) Decanter Centrifuge plays a crucial role in drilling projects, particularly in managing and optimizing drilling fluid or mud. Here’s an overview of its significance and applications:
Purpose in Drilling Projects
- Drilling Fluid Management:
- Separates solids from the drilling fluid (mud) to maintain the desired mud weight and properties.
- Ensures clean mud is recirculated back into the drilling process, enhancing drilling efficiency.
- Environmental Compliance:
- Reduces the amount of waste by extracting solids effectively.
- Minimizes environmental impact by improving waste disposal processes.
- Cost Efficiency:
- Reusable drilling fluids reduce the need for fresh mud preparation, cutting costs.
- Lowers maintenance costs for other equipment by reducing abrasive solids in the mud.
How a VFD Decanter Centrifuge Works
- Variable Frequency Drive (VFD):
- Controls the speed of the centrifuge to optimize separation for varying drilling conditions.
- Adjusts bowl and conveyor speeds independently to handle changes in mud flow, density, and solids content.
- Centrifugal Separation:
- Rotates at high speeds to create a centrifugal force, separating solids from liquid based on their densities.
- The heavier solids are pushed to the bowl wall and removed, while the clarified liquid (drilling mud) exits through a different outlet.
Advantages of VFD Integration
- Flexibility: Adjusting to different drilling conditions improves performance and reduces downtime.
- Energy Efficiency: VFD systems use only the energy required for the specific operation, reducing power consumption.
- Improved Performance: Allows fine-tuning of parameters such as differential speed, enhancing the separation efficiency.
Applications in Drilling Projects
- Oil and Gas Drilling:
- Maintains the desired density and viscosity of drilling fluids.
- Handles various mud types like water-based, oil-based, or synthetic-based muds.
- Geotechnical Drilling:
- Used for piling, tunneling, or horizontal directional drilling (HDD) projects to manage slurry.
- Environmental Drilling:
- Treats contaminated fluids in remediation projects or dewatering processes.
For an effective reply and project cases, please contact MichaelSong.
MichaelSong
Sales manager
Whatsapp:+8617801799913