The 26th China International Petroleum and Petrochemical Technology and Equipment Exhibition
The 26thChina International Petroleum & Petrochemical Technology and Equipment Exhibition
The annual World Oil and Gas Congress
2,000 exhibitors from 81 countries and regions
52 Fortune 500 companies and 18 international pavilions
120,000 square meters of exhibition area 180,000 professional visitors
Organizers
Zhenwei International Convention and Exhibition Group
Beijing Zhenwei Exhibition Co., Ltd
Supporting units
China Petroleum and Chemical Industry Federation
China Petroleum and Petrochemical Equipment Industry Association
China Electrical Appliance Industry Association Explosion-proof Electrical Appliances Branch
Exhibition Overview
China International Petroleum and Petrochemical Technology and Equipment Exhibition (CIPPE) is a regular meeting of the international petroleum and petrochemical industry. cippe has attracted 2,000 exhibitors from 81 countries and regions around the world, 52 Fortune 500 companies, 18 international pavilions, 180,000 professional visitors, and an exhibition area of 120,000 square meters, and has become an annual World Oil and Gas Conference.
- The quality of cippe international exhibitors continues to improve
From 2001 to the present, cippe has successfully held 25 sessions. The exhibition has 18 international pavilions participating in the exhibition, including the United States, Germany, Russia, Canada, the United Kingdom, France, Italy, Scotland, and South Korea. International exhibitors include ExxonMobil, Rosneft, Gazprom, Russian Pipeline Transport, Caterpillar, National Oilwell, Schlumberger, Baker Hughes, GE, ABB, Cameron, Honeywell, Philips, Schneider, Dow Chemical, Rockwell, Cummins, Emerson, Kongsberg, 3M, AkzoNobel, API, E+H, MTU, ARIEL, KSB, Tyco, Atlas Copco, Forum, Huisman WM, Sandvik, Jacos, Haihong Elderly, Dover, Eaton, Ultron, Allison, Contitech, etc.
- cippe domestic enterprise reassembly group unveiled
Domestic exhibitors include China Petroleum Equipment Pavilion, Sinopec, CNOOC, National Pipeline Network, Sinochem, China Shipbuilding Group, China Aerospace, CRRC, Yanchang Petroleum, Honghua, Jereh, Kerui, Nanyang Second Machinery, Dongying Economic and Technological Development Zone, Haobo Intelligence, CITIC Heavy Industry, Weichai, Anton Petroleum, Dongfang Xianke, Shanghai Shenkai, Best Ster, PetroChina Kehao, Haimo Technology, Baiqin Oil Service, Western Petroleum, Yuchai, Daye Special Steel, Hailong Petroleum, Guanneng Solid Control, Guoxing Huijin, Zhongshi Titanium, Western Petroleum, Rutong shares, Hengtai Wanbo, Gladys, Ocean King, etc.
- cippe buyers gathered and the event was exciting
Russian Oil, Gazprom, Saudi Aramco, Iranian National Oil, PetroMalaysia, Kazakhstan National Oil and Gas, ExxonMobil, BP, Shell, Total, ConocoPhillips, Chevron, Halliburton, Schlumberger, Baker Hughes, Desinib FMC, Fluor Engineering, Samsung Engineering, Korea Hyundai Engineering & Construction, British Paterfar Petroleum Engineering Company, PetroChina, Sinopec, CNOOC, National Pipeline Network, Yanchang Petroleum, China Aerospace Science and Technology, China Shipbuilding Corporation, China National Nuclear Industry Corporation, Sinochem, Shenhua, China Coal, Shaanxi Energy Bureau, Shanxi Energy Bureau, General After-sales Equipment Procurement Department, Beijing Gas Group, Tianjin Gas Group, ENN Energy, North China Municipal Council, Wison Engineering, Zhongman Petroleum, Zhenhua Petroleum and other hundreds of domestic and foreign professional purchasing groups visited and negotiated. At the same time, the exhibition held a series of conferences and activities such as “Exhibit Innovation Gold Award”, “International Oil and Gas Industry Summit Forum”, “Petroleum College Technology Achievement Exchange Conference”, “International Petroleum and Petrochemical Technology Conference”, “Embassy in China (Oil and Gas) Promotion Conference”, “Procurement Matchmaking Meeting”, etc., which were praised by industry organizations and relevant government agencies.
- cippe media focuses on global synchronous reporting
Xinhua News Agency, People’s Daily, CCTV, China Daily, China Petroleum News, Sinopec News, Petroleum Business Daily, Upstream, Worldoils, Digital Refining, Oil & Gas Product News, Gulfoilfield Directory, China Securities News, Shanghai Securities News, China Business Daily, Wall Street Journal and Xinhuanet, People’s Daily Online, Sina, Sohu, NetEase and other thousands of domestic and foreign media reported on the exhibition.
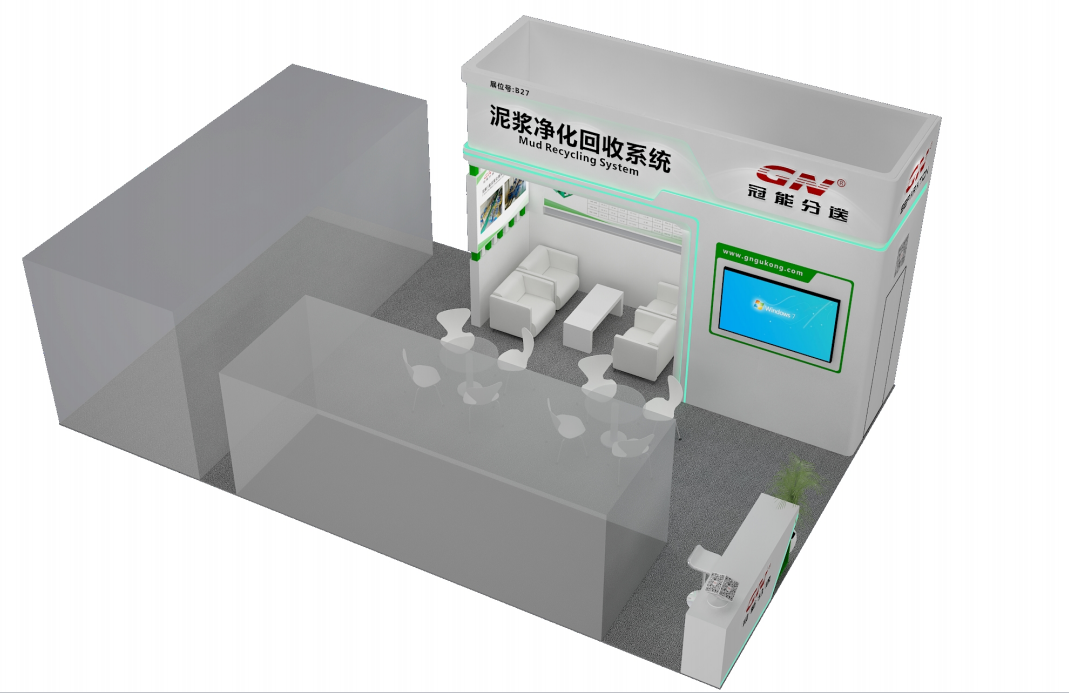
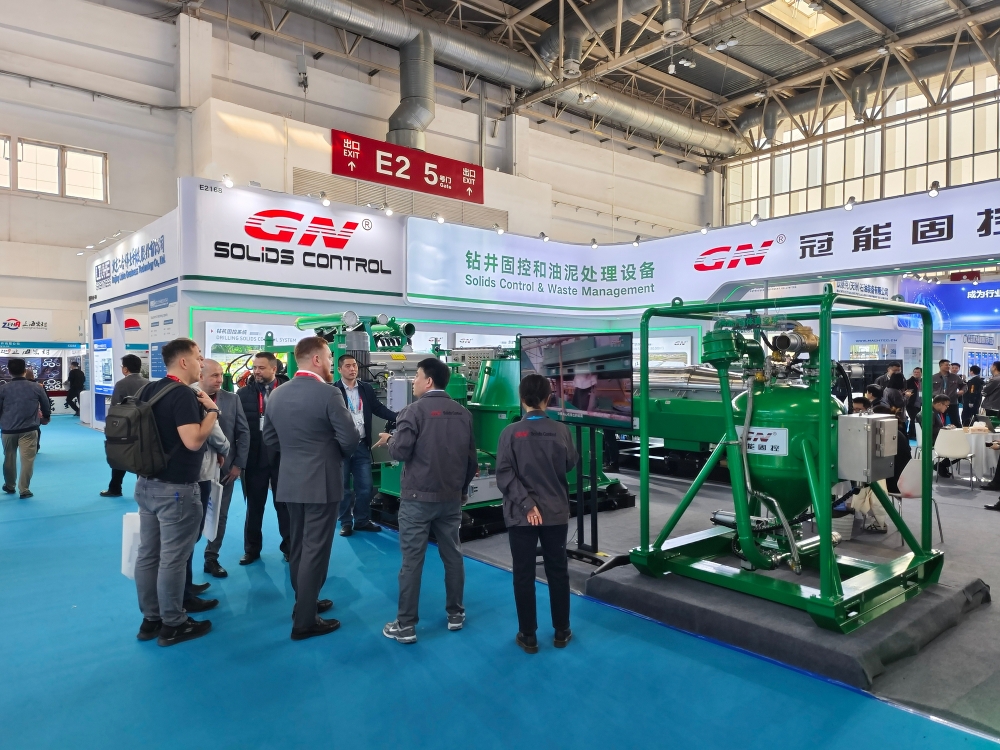
GN BOOTH NO: E2168
Call Michael
Whatsapp: + 86 178 0179 9913