
GN Solids Control Co., Ltd. is a major international manufacturer specializing in solids control and waste management equipment, primarily for the oil and gas, mining, and environmental sectors.
Product and Service Overview
GN provides a wide range of equipment and systems focused on separation technology. Their main product lines include-1-7:
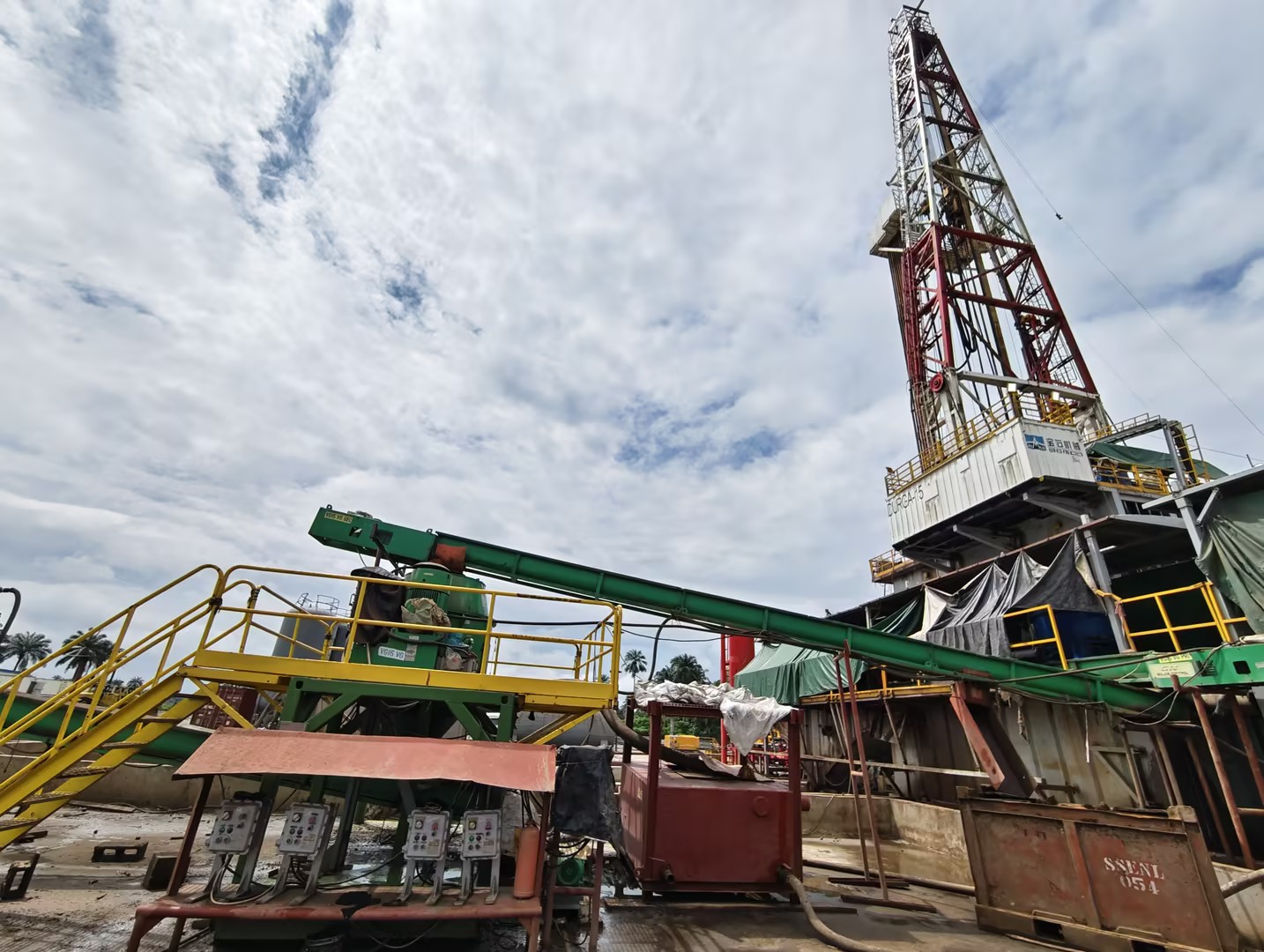
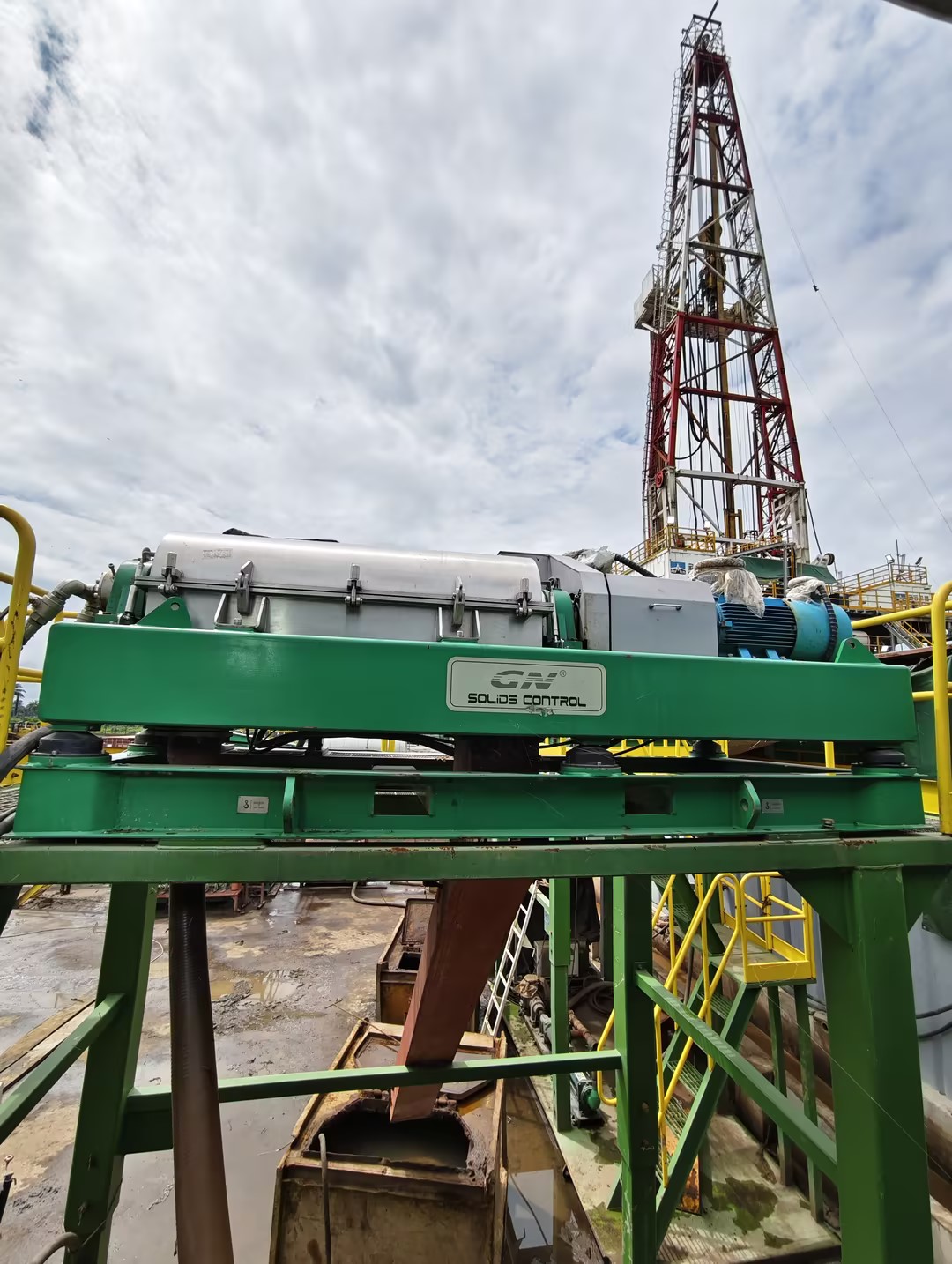
Solids Control Equipment: The core of drilling fluid recycling, including shale shakers, desanders, desilters, decanter centrifuges, and mud tanks.
Waste Management Equipment: Systems to treat drilling waste and industrial sludge, such as vertical cuttings dryers and dewatering units, helping clients meet environmental regulations-6-7.
Industry Decanter Centrifuges: A flagship product line with models from 9 to 30 inches, used across various industries for liquid-solid separation-2.
Complete Systems: They also design and deliver integrated systems like drilling mud circulation systems, liquid mud plants, and slurry treatment plants for tunnel boring machines (TBM)-2-4.
🏭 Manufacturing and Operational Strengths
The company emphasizes strong in-house manufacturing capabilities and quality management:
Manufacturing Scale: It operates multiple factories in China with a total area exceeding 110,000 square meters, equipped with advanced machinery like automated welding robots and CNC centers-1-10.
Quality Assurance: GN holds several key international certifications. It is notably recognized as the first API-certified solids control equipment manufacturer from China and maintains ISO certifications for quality and environmental management-1-3.
Market Reach: Approximately 70% of its products are exported to over 70 countries worldwide, indicating significant international recognition-1-9.
🌍 Global Network and Recent Activities
GN supports its global customer base through a network of branch offices:
Americas: GN Solids America LLC in Houston, Texas, handles sales and service-1-4.
Asia-Pacific: GN Solids Australia operates from Brisbane-1-5.
Middle East & Africa: Operations are managed through GN Solids MENA in the UAE-9.
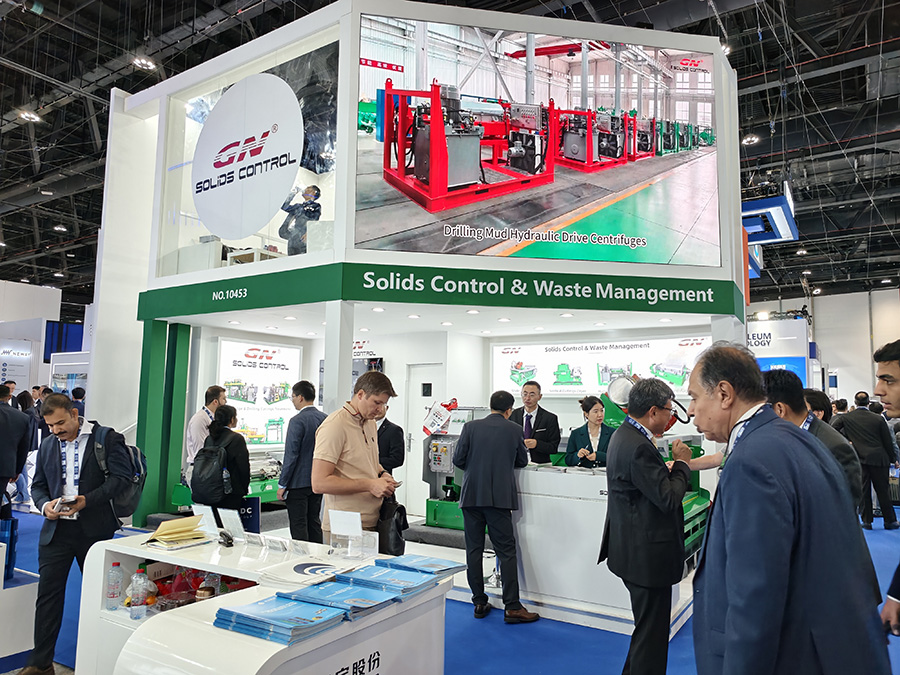
The company actively participates in major industry events. For example, it recently showcased its eco-friendly separation technology at the ADIPEC 2025 exhibition in Abu Dhabi-5-8
For more case info and drawing, please find Michael
Whatsapp: + 86 178 0179 9913
Email: michael@gnseparation.com