The Abu Dhabi International Petroleum Exhibition and Conference (ADIPEC) is one of the largest oil and gas exhibitions in the world. It typically features numerous exhibitors from the energy sector, including companies showcasing the latest technologies, products, and services. The event includes conferences, technical sessions, and networking opportunities, attracting industry professionals from around the globe.
GN is a well-known brand from China, its full company name is HeiBei GN Solids Control Co.,Ltd which locadted in No.3 Industry Road, Dachang Chaobai River Development Area,Langfang, China; We are known around the world for unique innovation without compromise, sophistication while maintaining user simplicity, and superb service to our extremely wide customer base.specializing in supplying solids control& waste management equipment to the global market.
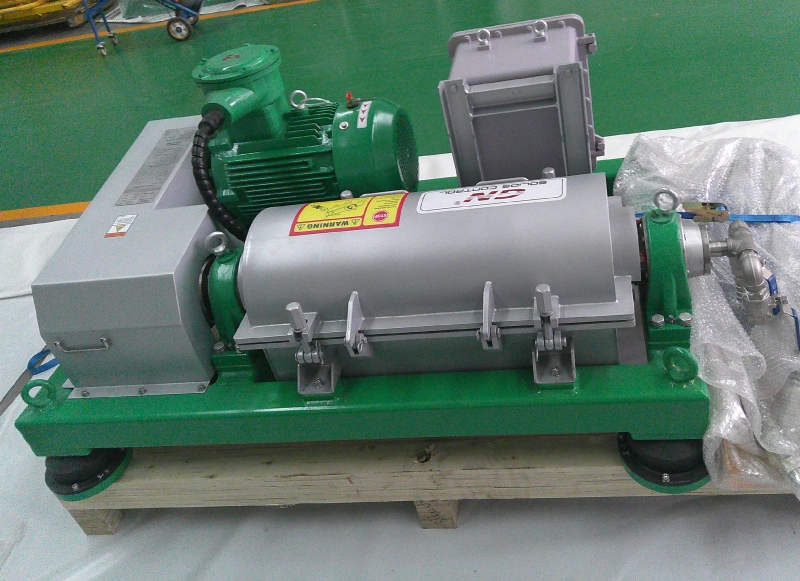
In the oil and gas industry, the FHD decanter centrifuge is commonly used for the separation of drilling fluids, produced water, and other industrial effluents. Here are some key applications and benefits:
Applications
- Drilling Waste Management: Used to separate cuttings and solids from drilling mud, helping to recycle drilling fluids and reduce waste.
- Produced Water Treatment: Efficiently separates oil, solids, and water, allowing for the recovery of valuable resources and compliance with environmental regulations.
- Enhanced Oil Recovery: Can be utilized in processes that require the separation of emulsions and other mixtures to enhance oil recovery efficiency.
Benefits
- High Efficiency: The high-speed rotation provides effective separation, leading to cleaner effluent and reduced disposal costs.
- Operational Reliability: Designed for continuous operation in challenging environments, ensuring minimal downtime.
- Cost-Effectiveness: By recovering valuable resources and reducing waste disposal costs, it can lead to significant savings.
- Reduced Environmental Impact: Helps in meeting regulatory requirements by ensuring proper treatment and disposal of waste.
In the oil and gas industry, vacuum pumps are essential for various applications, particularly in processes where the removal of air or other gases is required. Here are some key roles and benefits of vacuum pumps in this sector:
Applications
- Evacuation of Storage Tanks: Vacuum pumps are used to create a vacuum in storage tanks to remove air and moisture before filling them with crude oil or refined products. This helps prevent contamination and maintains product quality.
- Transfer of Liquids: They facilitate the transfer of liquids, especially in scenarios where gravity flow is not possible. Vacuum pumps can help draw liquids through pipelines.
- Gas Recovery: Used in systems for recovering hydrocarbon gases during processing, which can then be reused or sold, enhancing overall efficiency.
- Desalination and Water Treatment: In some cases, vacuum pumps are involved in the desalination process or the treatment of produced water to remove contaminants.
- Pneumatic Conveying: In solid handling processes, vacuum pumps are employed to transport solids like powdered chemicals or additives used in drilling.
Benefits
- Efficiency: Vacuum pumps help in maintaining efficient operations by ensuring the quick transfer of liquids and gases.
- Cost Savings: By recovering gases and minimizing product losses, vacuum pumps can lead to significant cost savings.
- Environmental Protection: By managing emissions and preventing the release of volatile compounds into the atmosphere, vacuum pumps help in complying with environmental regulations.
- Improved Safety: By removing flammable gases and vapors from processes, vacuum pumps contribute to safer working conditions.
For having a prompt reply, please contact Michael.
Michael Song
Sales Engineer Manager
Whatsapp:+86 17801799913